全國(guó)免費(fèi)服務(wù)熱線400-961-1193
歡迎進(jìn)入普思自動(dòng)化科技有限公司官網(wǎng)!
 雙工位自動(dòng)打螺絲機(jī)吹氣式伺服電批_多頭雙平臺(tái)帶下料全自動(dòng)鎖螺絲機(jī)手持式
雙工位自動(dòng)打螺絲機(jī)吹氣式伺服電批_多頭雙平臺(tái)帶下料全自動(dòng)鎖螺絲機(jī)手持式 吸附式自動(dòng)送釘機(jī)自動(dòng)擰螺母打螺絲機(jī)器人上螺絲設(shè)備
吸附式自動(dòng)送釘機(jī)自動(dòng)擰螺母打螺絲機(jī)器人上螺絲設(shè)備 十工位錫膏回溫機(jī)_定時(shí)自動(dòng)回溫機(jī)_軟化機(jī)錫膏計(jì)時(shí)機(jī)_SMT設(shè)備廠家
十工位錫膏回溫機(jī)_定時(shí)自動(dòng)回溫機(jī)_軟化機(jī)錫膏計(jì)時(shí)機(jī)_SMT設(shè)備廠家 錫膏回溫機(jī)_智能錫膏回溫箱_紅膠銀膠解凍機(jī)_可報(bào)警帶打印功能回溫機(jī)
錫膏回溫機(jī)_智能錫膏回溫箱_紅膠銀膠解凍機(jī)_可報(bào)警帶打印功能回溫機(jī) 普思高精密點(diǎn)膠機(jī)_全自動(dòng)平臺(tái)式智能灌膠機(jī)_打膠機(jī)熱熔膠AB膠點(diǎn)膠機(jī)
普思高精密點(diǎn)膠機(jī)_全自動(dòng)平臺(tái)式智能灌膠機(jī)_打膠機(jī)熱熔膠AB膠點(diǎn)膠機(jī) 普思五軸自動(dòng)焊錫機(jī)_USB接口高效穩(wěn)定焊錫設(shè)備_360度旋轉(zhuǎn)全自動(dòng)焊錫機(jī)
普思五軸自動(dòng)焊錫機(jī)_USB接口高效穩(wěn)定焊錫設(shè)備_360度旋轉(zhuǎn)全自動(dòng)焊錫機(jī) 自動(dòng)鎖螺絲機(jī)_MOS管散熱片自動(dòng)組裝打螺絲機(jī)_落地式背靠背鎖螺絲機(jī)f非標(biāo)定制
自動(dòng)鎖螺絲機(jī)_MOS管散熱片自動(dòng)組裝打螺絲機(jī)_落地式背靠背鎖螺絲機(jī)f非標(biāo)定制 自動(dòng)鎖螺絲機(jī)全自動(dòng)打螺絲機(jī)多軸落地式擰螺絲機(jī)器人設(shè)備定制廠家
自動(dòng)鎖螺絲機(jī)全自動(dòng)打螺絲機(jī)多軸落地式擰螺絲機(jī)器人設(shè)備定制廠家 全自動(dòng)落地式機(jī)米螺絲機(jī)_高效穩(wěn)定智能鎖附_多軸可自動(dòng)下料鎖螺絲機(jī)
全自動(dòng)落地式機(jī)米螺絲機(jī)_高效穩(wěn)定智能鎖附_多軸可自動(dòng)下料鎖螺絲機(jī)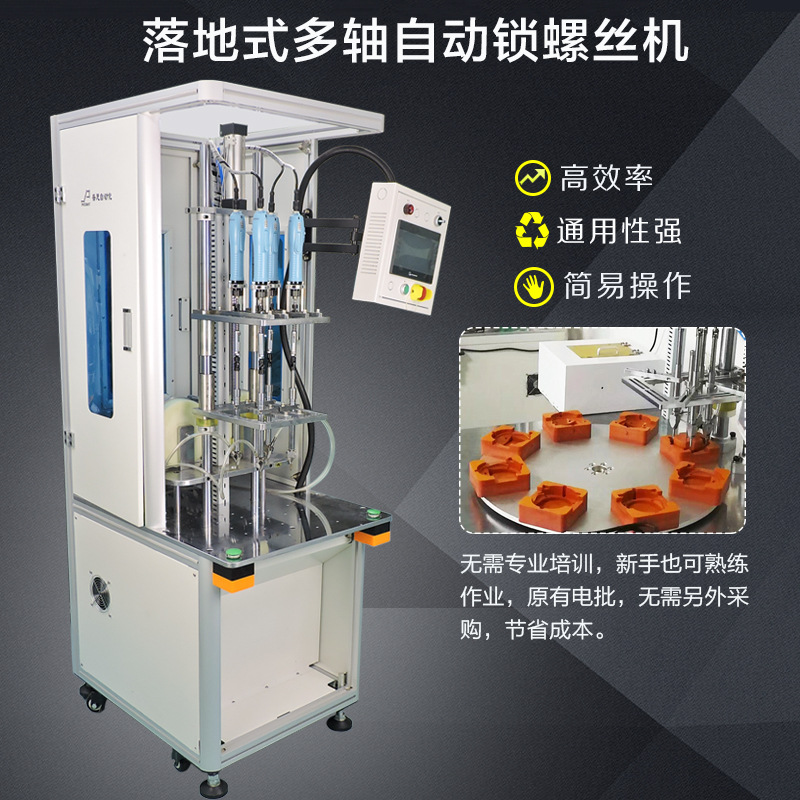 全自動(dòng)螺絲機(jī)落地式多軸吹氣式鎖機(jī)米螺絲機(jī)_自動(dòng)打螺絲機(jī)非標(biāo)定制
全自動(dòng)螺絲機(jī)落地式多軸吹氣式鎖機(jī)米螺絲機(jī)_自動(dòng)打螺絲機(jī)非標(biāo)定制
深圳市普思自動(dòng)化科技有限公司
聯(lián)系人:葉先生
手機(jī):13510658989
電話:0755-29742495
傳真:0755-29917523
郵箱:samye@126.com
地址:深圳市寶安區(qū)沙井街道新和大道東盈工業(yè)園C1-4棟2樓
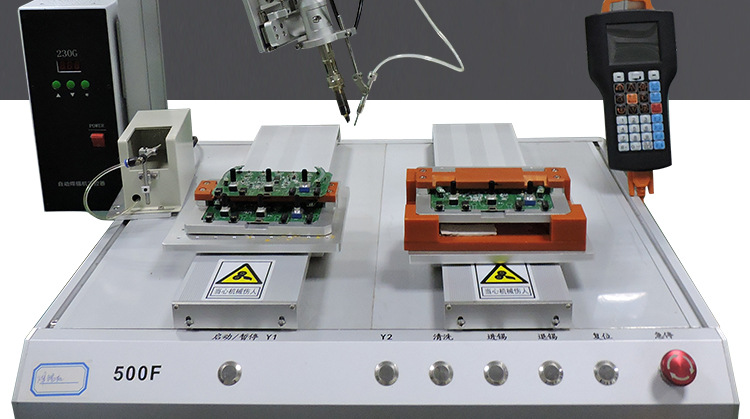
自動(dòng)焊接機(jī)主要由自動(dòng)焊接機(jī)、溫度控制器、焊接模塊、焊接機(jī)焊頭等精密部件組成。深圳普思自動(dòng)化作為深圳焊錫機(jī)生產(chǎn)廠家,今天就來和大家聊聊治具對(duì)自動(dòng)焊錫機(jī)焊接精度的影響。
①自動(dòng)焊錫機(jī)底座本身定位誤差:如果用兩個(gè)定位銷定位時(shí)夾具不容易放下,如果用力放下,那么將夾具從定位銷中用力拉出,在過程中Y軸移動(dòng)時(shí)會(huì)產(chǎn)生誤差;現(xiàn)在用定位銷定位。雖然上述問題已經(jīng)解決,但新的問題又出現(xiàn)了。由于是用定位銷定位,定位不是很準(zhǔn)確,每次將夾具放在底盤上都會(huì)出現(xiàn)放置誤差。
②夾具定位誤差:由于夾具設(shè)計(jì)存在一定的誤差,安裝好的FPCB會(huì)在夾具內(nèi)發(fā)生小范圍的移動(dòng)甚至晃動(dòng),對(duì)焊接定位也會(huì)產(chǎn)生很大的影響。
③安裝誤差:由于電芯和FPCB需要人工安裝到夾具中,所以每次安裝的FPCB是否在水平面上,鎳板是否垂直完全插入焊盤孔中,安裝的程度也直接關(guān)系到焊點(diǎn)的質(zhì)量。
地 址:深圳市寶安區(qū)沙井街道新和大道東盈工業(yè)園C1-4棟2樓
電 話:0755-29742495 傳真:0755-29917523
E-mail:samye@126.com
粵ICP備15033748號(hào)
 微信二維碼
微信二維碼



